


2.锯床工作位置应保证操作人员的,平台和通道必须防滑,必要时设置踏板和栏杆。
3.有可能造成缠绕或卷入等危险的运动部件和传动装置,应予以封闭或设置防护装置、或设置警示标识;危险运动零、部件的防护罩、盖及各操作手柄应安装可靠有效。
4.锯轮、皮带轮和锯条(除加工区部分外)应用固定式和/或可调式防护装置防护,其中:卧式带锯床的锯轮和带锯条运动部分防护罩完好,圆锯床的罩或挡板应与圆锯片外露部分相适应,弓锯床根据需要设置挡板并完好;卧、立式带锯床工作时,加工区防护装置应能调整至与工件保持小距离,即尽可能靠近工件;立式带锯床工作台上所使用的盖条(或垫块),应保证锯条两侧的间隙不大于3mm;滑车型立式带锯床的进给部分应设置限位装置,限位应可靠。

振 动 1、 进给速度不当
2、 齿型选择不当
3、 张力调整不当
4、 工件未夹紧
5、 液压系统不稳定
6、 切削速度过大
7、 锯刃磨耗过大 1、 调整进给速度
2、 根据工件大小,几何形状选齿
3、 调节张力
4、 夹紧工件
5、 检验维修液压系统
6、 将切削速度调整正确
7、 换成高级锯刃的带锯条
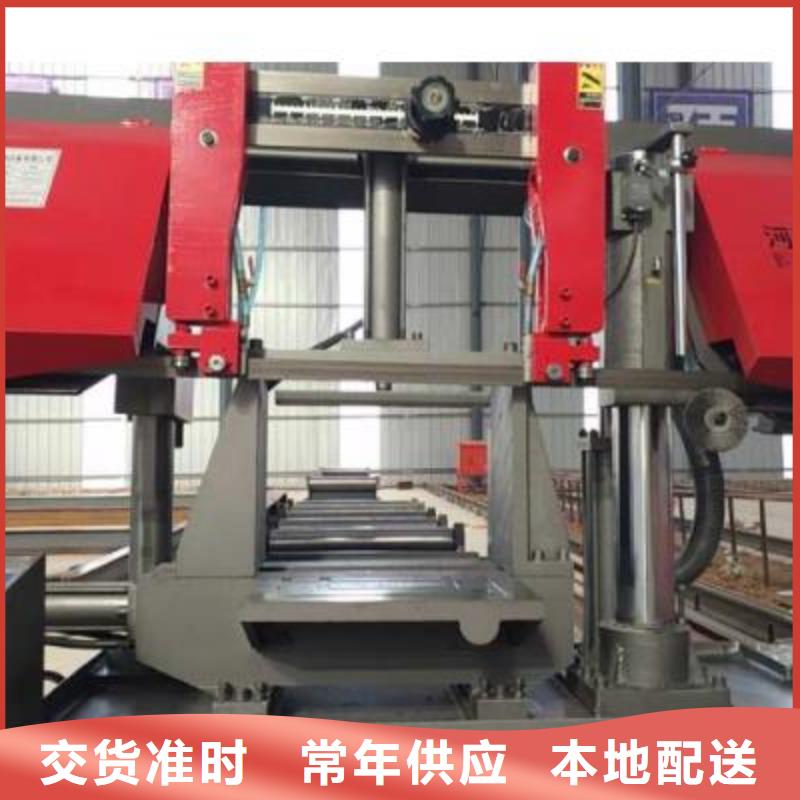
全自动数控带锯床
1.数控带锯床系列适用于大批量同规格材料锯切,设备切断速度快、、稳定、节能、节材。可配备小料成束装夹装置。
2.设备具有手动、全自动和急停功能,液压进给工作,无级调速,液压夹紧工作,自动停机,断带停机保护装置。
3. 人机界面取代传统控制面板功能,数字设定,指示灯等,随时显示系统状态,操作指示,参数设定;所有设定全部可以在人机界面对话框完成,所有息中文显示,操作极为简便。
4. PLC可编程控制器,设定锯切全过程的自动程序。
5.送料长度采用光栅尺控制,送料长度误差<0.2mm;可一次设置五组锯切参数。
6.可根据客户要求增加带转角功能。
使锯削的监控具有广泛的意义,如锯床只要锯条变形的反馈,即可对锯削速度进行自适应。伺服阀,即可对锯削的速度和位置控制进行。系统的管理功能使材料和工件的管理更方便。系统的中文界面和实时的图形状态显示,使操作更友好更直观。锯削下料长度通过调节标尺14与返回到位开关的相对位置来实现,下料数量由计数器实现,各的完成由到位开关检测。锯削速度由调压阀供油压力进行控制。系统的模拟输入输出模块各的逻辑关系由继电器完成,驱动由动力油缸完成,控制由电磁阀完成。人工成孔灌注桩人工成孔灌注桩的含义人工成孔灌注桩,又称人工挖孔灌注桩,即是采用人工挖土成孔灌注混凝土成桩的一种基桩。适用范围人工成孔灌注桩适用于桩直径mm以上,无地下水或地下水较少的粘土粉质粘土,含少量的砂砂卵石姜结石的粘土层采用,特别适于黄土地层中使用,深度一般m左右。

产品优势:
●主要用于锯切各种黑色金属和有色金属
●采用双立柱双油缸结构,运动精度高
●结构合理,性能稳定可靠,精度高,是中小批下料的理想设备
●锯切进给采用液压控制,通过调速阀调节,可实现无级调速
●配有大功率蜗轮减速机,动力强劲,可靠性高,能满足长时间运转
●采用液压夹紧工作
●可选配锯带液压张紧,切削速度变频控制
1、节省锯条
锯机运行时产生正常震动,齿轮间隙刚好,锯机功率正常,夹具使用和冷却液的配比恰当能使锯片的伤害降到小,这样能节省很多锯条。
2、抗震耐磨
锯带张紧采用缓冲垫片压紧,锯带行成软张具有减震功能,锯带使用寿命长,床身采用耐磨材料。
3、操作简单
智慧人机界面及清晰的触摸屏配合高雅操作面板,操作极为简便且效率卓越。
4、进口部件
带锯轮高频淬火,主要电气液压采用进口部件,使用寿命延长5倍以上。
5、液晶触屏显示器
投射式电容多点触控、LED背光的商用液晶触摸显示器,提供宽视角、高分辨率的画质,确保其能够适应各种频繁使用,环境严苛的公共场合。
6、适应能力强
德国进口电机。适应能力强,结构简单,易于调节和控制。
系统控制改造伺服系统的闭环位置控制是容易的。普通电磁阀只有“通”,“断”两种状态,并且具有电磁机械滞后。液压油的温度及压力变化影响到送料滑台的,因此采用传统的控制理论进行处理困难。为使到达目标位置前关闭送料油缸液给,使送料油缸停止时刚好在目标位置,是问题的关键。
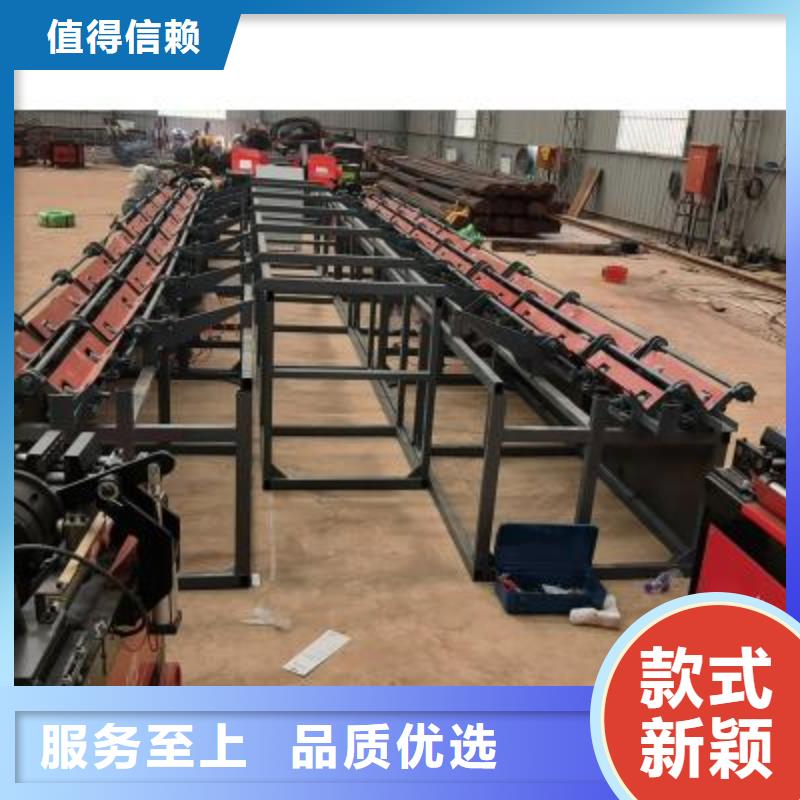
整捆锯切钢筋锯床/立式锯床/带锯床新乐切削速度快锯床加工化、范围扩大化。锯切效率,尤其是厚材及硬金属锯切效率,避免锯切成为整条生产线的瓶颈,一直是锯切及锯床技术领域多年关注的焦点
近年来,公司不断加大研发投入和技术创新的力度,产品的更新换代及产品的内外不断,一批科技含量高、社会效益好的产品不断推出,增强了企业的市场竞争力。
导向块结构科学合理,锯条的使用寿命
锯切,精度高
工件采用手动,操作方便
双立柱结构,垂直升降,*性高
※切削速度液压控制,无级调速
※工件*液压*,操作方便
